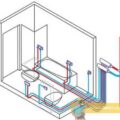
Необходимые инструменты для сварки труб из полипропилена Технология сварки труб из полипропилена Сварка труб шаг за шагом Сборка узлов трубопровода Видео-урок по сварке пластиковых труб Сварка полипропиленовых труб своими руками может потребоваться, если вы самостоятельно решили проложить канализацию. И неважно, затеяли вы ремонт в ванной, меняете ли слив на кухне или обустраиваете канализационную систему в частном доме – умение соединять полипропиленовые трубы путем сваривания вам обязательно пригодится, при этом – не один раз!  Полипропиленовые трубы разного диаметра Для справки. Полипропиленовые трубы сегодня широко используются для оборудования различных трубопроводов, в том числе и канализационных. Данные трубы надежны в эксплуатации (не деформируются и не теряют своих прочностных характеристик со временем, не подвержены воздействию большинства агрессивных жидкостей) и относительно недороги, что обеспечивает их высокую популярность. Тот факт, что сварка пластиковых труб своими руками возможна даже без специальной подготовки, делает полипропиленовые канализационные трубы практически незаменимыми.
Полипропиленовые трубы разного диаметра Для справки. Полипропиленовые трубы сегодня широко используются для оборудования различных трубопроводов, в том числе и канализационных. Данные трубы надежны в эксплуатации (не деформируются и не теряют своих прочностных характеристик со временем, не подвержены воздействию большинства агрессивных жидкостей) и относительно недороги, что обеспечивает их высокую популярность. Тот факт, что сварка пластиковых труб своими руками возможна даже без специальной подготовки, делает полипропиленовые канализационные трубы практически незаменимыми.
Необходимые инструменты для сварки труб из полипропилена
Чтобы запланированная сварка полимерных труб была успешной, а сварные швы – надежными, необходимо перед началом работ по сварке озаботиться приобретением или арендой соответствующего оборудования. Для проведения комплекса работ по сварке труб из полимера нам будут нужны: Собственно, аппарат для сварки труб. Хоть технология сваривания труб и не очень сложна, более того – доступна для быстрого освоения даже новичку в сварных работах, без специального оборудования здесь не обойтись. Так что придется приобрести (ориентировочно за 3-4 тысячи рублей, хотя есть модели и дороже) или взять в аренду специальный сварочный аппарат. Он предназначен для нагрева концов свариваемых полипропиленовых труби как правило имеет несколько разъемов (2-3) для труб разного диаметра.  Сварочный аппарат для полипропиленовых труб Кроме сварочного аппарата и собственно труб (кстати, выбирать лучше трубы того же диаметра, что и старые – так вы избежите множества хлопот с соединением и бурением выводных отверстий) для успешного завершения работ вам понадобится специальный резак для полипропиленовых труб. Впрочем, довольно часто резак входит в комплект сварочного аппарата, так что здесь есть возможность сэкономить. Как видите, оборудование для сварки полипропиленовых труб не представляет собой ничего экстраординарного. Для успеха главное – внимательно изучить инструкцию, которая прилагается к выбранной вами модели сварочного аппарата. И хоть общие принципы и технология сварки полипропиленовых труб и ПВХ одинаковые, каждый аппарат имеет свои особенности, от учета которых зависит качество и надежность сварного шва, и как следствие – надежность самой канализационной системы.
Сварочный аппарат для полипропиленовых труб Кроме сварочного аппарата и собственно труб (кстати, выбирать лучше трубы того же диаметра, что и старые – так вы избежите множества хлопот с соединением и бурением выводных отверстий) для успешного завершения работ вам понадобится специальный резак для полипропиленовых труб. Впрочем, довольно часто резак входит в комплект сварочного аппарата, так что здесь есть возможность сэкономить. Как видите, оборудование для сварки полипропиленовых труб не представляет собой ничего экстраординарного. Для успеха главное – внимательно изучить инструкцию, которая прилагается к выбранной вами модели сварочного аппарата. И хоть общие принципы и технология сварки полипропиленовых труб и ПВХ одинаковые, каждый аппарат имеет свои особенности, от учета которых зависит качество и надежность сварного шва, и как следствие – надежность самой канализационной системы.
Технология сварки труб из полипропилена
Итак, сварочный аппарат приобретен (арендован) и освоен на ненужных обрезках труб. Теперь можно переходить к сварке труб. Вкратце процесс сварки труб можно описать следующим образом: подлежащие соединению трубы вставляются в разъемы сварочного аппарата, после чего нагреваются и в нагретом состоянии плотно прижимаются друг к другу либо ровно, либо под требуемым углом. Если угол выдержан верно, и трубы были приложены друг к другу по требуемым линиям среза, то после остывания полипропилена мы получим надежный сварной шов. Как видите, сварка пвх труб — задача не столько сложная, сколько кропотливая и требующая внимания и скрупулезного подхода. Чем тщательнее будут проводиться промеры, подрезка и пайка полипропиленовых труб своими руками, тем качественнее будет полученный сварной шов. Ну, и ни в коем случае не следует пренебрегать правилами техники безопасности: все-таки вы работаете с электроприборами, да еще и с высокой температурой. Поэтому все работы по сварке труб из пвх нужно проводить с использованием соответствующих защитных средств – как минимум, очков и перчаток.
Сварка труб шаг за шагом
Стыковая сварка полиэтиленовых труб производится в следующем порядке. Итак: Готовим трубы к сварке, подрезая трубу в размер, а затем – очищая с помощью циклевки и обезжиривая свариваемую поверхность.  Обезжиривание свариваемых поверхностей Обратите внимание! Без качественного обезжиривания получение надежного сварного шва практически невозможно. Параметры режима работы сварочного аппарата устанавливаем в соответствии с рекомендациями инструкции. В первую очередь на нагретую насадку сварочного аппарата надеваем фитинг с более толстыми стенками (он дольше разогревается и дольше остывает), при этом контролируем, не сидит ли фитинг на насадке слишком свободно. После фитинга с другой стороны насадки надеваем трубу. Плотность посадки трубы должна быть точно такой же, как и плотность посадки фитинга. Время нагрева трубы и фитинга зависит от конкретной модели сварочного аппарата и от диаметра свариваемых труб. Засекать время начинаем с момента, когда и фитинг, и труба надежно зафиксированы на нагретой насадке. Обратите внимание! Во время прогрева запрещается проворачивать детали на насадке – это приводит к деформации материала и нарушениях в структуре сварного шва. После того как нагрев завершен, снимаем трубу и фитинг с насадки и соединяем их. Для соединения совмещаем детали медленно, равномерно, ни в коем случае не проворачивая по оси. Насаживаем фитинг на трубу на всю глубину прогрева (для этого на трубе можно предварительно сделать отметку по размеру насадки сварочного аппарата). Совмещение деталей необходимо проводить за короткий период времени, пока не началось охлаждение материала.
Обезжиривание свариваемых поверхностей Обратите внимание! Без качественного обезжиривания получение надежного сварного шва практически невозможно. Параметры режима работы сварочного аппарата устанавливаем в соответствии с рекомендациями инструкции. В первую очередь на нагретую насадку сварочного аппарата надеваем фитинг с более толстыми стенками (он дольше разогревается и дольше остывает), при этом контролируем, не сидит ли фитинг на насадке слишком свободно. После фитинга с другой стороны насадки надеваем трубу. Плотность посадки трубы должна быть точно такой же, как и плотность посадки фитинга. Время нагрева трубы и фитинга зависит от конкретной модели сварочного аппарата и от диаметра свариваемых труб. Засекать время начинаем с момента, когда и фитинг, и труба надежно зафиксированы на нагретой насадке. Обратите внимание! Во время прогрева запрещается проворачивать детали на насадке – это приводит к деформации материала и нарушениях в структуре сварного шва. После того как нагрев завершен, снимаем трубу и фитинг с насадки и соединяем их. Для соединения совмещаем детали медленно, равномерно, ни в коем случае не проворачивая по оси. Насаживаем фитинг на трубу на всю глубину прогрева (для этого на трубе можно предварительно сделать отметку по размеру насадки сварочного аппарата). Совмещение деталей необходимо проводить за короткий период времени, пока не началось охлаждение материала.  Снятие фитинга с насадки Сварной шов фиксируем в течение 30 секунд, добиваясь частичного снижения температуры и первичного закрепления свариваемых деталей. При этом должен быть невозможен выход трубы из отверстия фитинга. Защищаем место сварки от воздействия внешних факторов: влаги, пыли и т.д. После сварки, установка полипропиленовых труб проводитсябез провисаний, прямолинейно. Заполнение трубопровода водой при подключении можно проводить не ранее, чем через час после завершения работ по созданию сварного шва.
Снятие фитинга с насадки Сварной шов фиксируем в течение 30 секунд, добиваясь частичного снижения температуры и первичного закрепления свариваемых деталей. При этом должен быть невозможен выход трубы из отверстия фитинга. Защищаем место сварки от воздействия внешних факторов: влаги, пыли и т.д. После сварки, установка полипропиленовых труб проводитсябез провисаний, прямолинейно. Заполнение трубопровода водой при подключении можно проводить не ранее, чем через час после завершения работ по созданию сварного шва.  Соединение трубы и фитинга
Соединение трубы и фитинга
Сборка узлов трубопровода
После того как все необходимые детали сварены, можно переходить к наиболее важному этапу – сборке узлов в единую систему. Специальные предложения: Для соединения подходит как холодная сварка для труб (соединение фитингами), так и механическое соединение (резьбой/фланцами). Начинаем соединение сваренных узлов с установки межэтажного стояка, а также – с отводящих трубопроводов, которые располагаются с уклонов с сторону устройств водоспуска. После того, как соединение всех узлов проведено согласно предварительно утвержденном плану (все трубы соединены герметично, все краны другая запорно-регулирующая арматура установлены), проводим дополнительную фиксацию. Для этого укрепляем на стенах и полах с помощью самостоятельных неподвижных креплений трубы в местах установки водозаборной и запорно-регулирующей арматуры. Минимальное расстояние от крепления до места соединения при этом должно составлять 50-70 мм.  Фиксация труб Делается это для того, чтобы усилие по провороту крана или запора не передавалось на трубопровод и главное – на его сварной шов.
Фиксация труб Делается это для того, чтобы усилие по провороту крана или запора не передавалось на трубопровод и главное – на его сварной шов.