Пластиковые трубы благодаря своей демократичной стоимости и простоте соединения заняли лидирующие позиции в монтаже водопроводных и даже тепловых сетей. Несмотря на то, что эти конструкции менее прочные и долговечные, чем металлические, многие предпочитают именно их, собираясь поменять инженерные коммуникации в своих домах и квартирах. Особенно привлекает быстрый монтаж изделий, поскольку пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Пластиковые трубы благодаря своей демократичной стоимости и простоте соединения заняли лидирующие позиции в монтаже водопроводных и даже тепловых сетей. Несмотря на то, что эти конструкции менее прочные и долговечные, чем металлические, многие предпочитают именно их, собираясь поменять инженерные коммуникации в своих домах и квартирах. Особенно привлекает быстрый монтаж изделий, поскольку пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Содержание
Классификация полипропиленовых труб Подготовка к сварке + нюансы процесса Какое оборудование нам понадобится? Порядок проведения работ
Классификация полипропиленовых труб
Особо прочный пластик, использующийся для производства труб, не подвержен коррозии, противостоит отложению солей и появлению известкового налета. Полипропиленовые конструкции предназначены для длительной эксплуатации. Производитель гарантирует 50 летний срок службы сооружений. Это действительно возможно при условии, что эксплуатироваться трубопроводы будут в условиях предусмотренного инструкцией давления и температуры. Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и наоборот – высокую температуру жидкости при низком давлении. 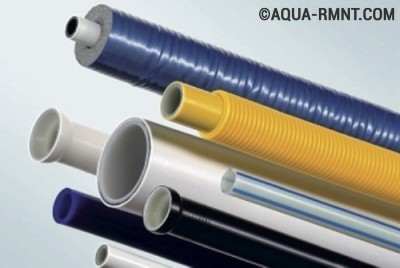 Все полипропиленовые трубы можно разделить на четыре категории Трубы из полипропилена выпускаются четырех цветов, что не означает ограничений в использовании за исключением черных, которые производятся наиболее защищенными от уф-излучения. Конструкции применяются в системах водоснабжения и отопления, возможно их соединение с металлическими сооружениями. Могут использоваться в трубопроводах всех типов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории: PN 10 – вариант с тонкими стенками. Применяется для теплых полов, чья температура не выше 45С или для разводки холодной воды. PN 16 – используется для организации холодного водоснабжения в системах с высоким давлением или в отопительных трубопроводах с низким давлением. PN 20 – труба универсальная, может применяться как для горячего, так и холодного водоснабжения, где температура не выше 80С. PN 25 – конструкция армируется алюминиевой фольгой. Используется для центрального отопления и подведения горячей воды температурой не выше 95С. Могут применяться для подключения металлического трубопровода к пластиковому.
Все полипропиленовые трубы можно разделить на четыре категории Трубы из полипропилена выпускаются четырех цветов, что не означает ограничений в использовании за исключением черных, которые производятся наиболее защищенными от уф-излучения. Конструкции применяются в системах водоснабжения и отопления, возможно их соединение с металлическими сооружениями. Могут использоваться в трубопроводах всех типов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории: PN 10 – вариант с тонкими стенками. Применяется для теплых полов, чья температура не выше 45С или для разводки холодной воды. PN 16 – используется для организации холодного водоснабжения в системах с высоким давлением или в отопительных трубопроводах с низким давлением. PN 20 – труба универсальная, может применяться как для горячего, так и холодного водоснабжения, где температура не выше 80С. PN 25 – конструкция армируется алюминиевой фольгой. Используется для центрального отопления и подведения горячей воды температурой не выше 95С. Могут применяться для подключения металлического трубопровода к пластиковому.
Подготовка к сварке + нюансы процесса
В руководствах, которые описывают как правильно паять полипропиленовые трубы, указывается, что конструкции диаметром менее 63 мм обычно соединяют методом раструбной сварки. В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы. Трубы большего диаметра соединяются без фитингов методом стыковой сварки. Этот способ считается для них наиболее надежным.
Какое оборудование нам понадобится?
Осуществляется пайка труб из полипропилена при помощи ручного сварочного аппарата, который в народе называют утюгом. Для деталей с диаметром больше 40 мм специалисты рекомендуют использовать приборы с центрирующими приспособлениями, несколько более сложными в работе. Сварочные аппараты снабжены специальными съемными насадками для труб. Они представляют собой нагревательные элементы, выполненные в виде гильзы для оплавления наружной части трубы или дорн для разогрева внутренней поверхности детали.  Ручной аппарат для сварки полипропиленовых труб Размеры диаметров насадок варьируются от 14 до 63 мм. Нагревательные элементы покрываются тефлоном, антипригарным материалом. В процессе сварки нужно обязательно следить за чистотой насадок и протирать их после каждого использования специальными скребками из дерева или брезентовой ветошью. Делать это нужно пока элементы еще горячие, очистка холодных деталей недопустима.
Ручной аппарат для сварки полипропиленовых труб Размеры диаметров насадок варьируются от 14 до 63 мм. Нагревательные элементы покрываются тефлоном, антипригарным материалом. В процессе сварки нужно обязательно следить за чистотой насадок и протирать их после каждого использования специальными скребками из дерева или брезентовой ветошью. Делать это нужно пока элементы еще горячие, очистка холодных деталей недопустима.
Порядок проведения работ
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов: Подготовка сварочного аппарата. Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок. Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°. Аппарат включается и разогревается, что занимает примерно 10-15 мин. Важно: При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается. Подготовка трубы. При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются. Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена. Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.  Резать полипропиленовую трубу нужно только под прямым углом Разогрев деталей. Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице. Сваривание элементов. Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.
Резать полипропиленовую трубу нужно только под прямым углом Разогрев деталей. Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице. Сваривание элементов. Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.  Детали разогреваются строго определенное время Охлаждение соединения. Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы. После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости. Также, весь этот процесс можно наблюдать в данной видео-инструкции:
Детали разогреваются строго определенное время Охлаждение соединения. Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы. После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости. Также, весь этот процесс можно наблюдать в данной видео-инструкции:
Рекомендации, как паять трубы из полипропилена, достаточно просты. Справиться с этой работой можно самостоятельно. Опытные сварщики предлагают новичкам выполнить пайку первой детали, остудить ее и разрезать, чтобы убедиться, что все выполнено правильно. Если же есть ошибки, они будут сразу заметны. Таким образом можно достаточно быстро научиться выполнять надежные соединения полипропиленовых труб, что безусловно пригодится в процессе монтажа или ремонта трубопроводов.